












Todos los productos
-
Fabricación de acero estructural
-
Fabricación de acero pesada
-
Fabricación de acero del metal
-
fabricaciones de chapa
-
Construcción de edificios de acero de la alta subida
-
construcción estructural del marco de acero
-
Puente de viga de acero
-
Puente de braguero de acero
-
Puente peatonal del paso superior
-
Marco de acero prefabricado
-
el enmarcar de acero ligero
-
estructura de acero galvanizada
-
Fabricación de acero inoxidable
-
Calle de acero poste ligero
-
Estructuras de arriba de la muestra
-
Puentes de arco de acero
-
Puente de vigas prefabricadas
-
 Donald Mcwayne¡Los buenos miembros de equipo ofrecen siempre el presupuesto a tiempo y contestan a preguntas con la paciencia, gran trabajo!
Donald Mcwayne¡Los buenos miembros de equipo ofrecen siempre el presupuesto a tiempo y contestan a preguntas con la paciencia, gran trabajo! -
 Joseph AlexanderEstoy sintiendo respetado completamente al tomar con tolerancia y ella dio siempre el mejor consejo. El primer lote de los paneles del puente conseguidos es grande también. gracias todas.
Joseph AlexanderEstoy sintiendo respetado completamente al tomar con tolerancia y ella dio siempre el mejor consejo. El primer lote de los paneles del puente conseguidos es grande también. gracias todas.
Persona de Contactar Ahora :
Tomy.Gao
Número de teléfono :
+86-180 7273 5884
whatsapp :
+8618072735884
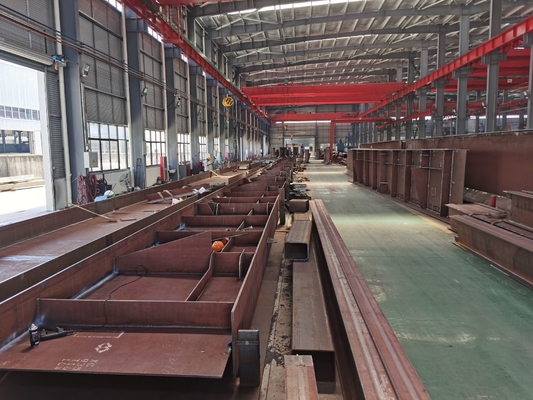
Estándar estructural 1554 del proceso AS/NZS Australia de la construcción del marco de acero del haz del paralelo





| Lugar de origen | China |
|---|---|
| Nombre de la marca | FASEC |
| Certificación | CE, ISO, SGS |
| Número de modelo | HZFS |
| Cantidad de orden mínima | 20 toneladas |
| Precio | USD1000-2600/ton |
| Detalles de empaquetado | embalaje marinero en envase o buque del bulto |
| Tiempo de entrega | Según las necesidades del cliente como 2-3 meses |
| Condiciones de pago | L/C, T/T, D/A, D/P |
| Capacidad de la fuente | 100000 toneladas por año |
Datos del producto
| Material | Acero de Q355b | Grado | Q355b |
|---|---|---|---|
| Tipo | Pesado | Tamaño | Modificado para requisitos particulares |
| Tratamiento superficial | Galvanizado o pintado | Color | Color modificado para requisitos particulares |
| Uso | Construcción | ||
| Resaltar | construcción de los marcos de aceros estructurales del haz del paralelo,Construcciones AS/NZS 1554 de los marcos de aceros estructurales,Construcciones AS/NZS 1554 del marco de aceros estructurales de FASEC |
||
Descripción de producto
El estándar 1554 de AS/NZS Australia certificó la fabricación de acero estructural de la construcción
La soldadura es un proceso y una técnica de fabricación para unirse a los metales u otros materiales termoplásticos tales como plásticos mediante calor, temperatura alta, o alta presión. Hay muchas fuentes de energía para la soldadura moderna, incluyendo la llama del gas, el arco, el laser, el haz electrónico, la fricción y ultrasónico.
Soldadura al arco manual y materiales consumibles y equipo de soldadura herméticos a los gases del CO2
1. El electrodo se debe secar en una caja de sequía da alta temperatura, y el número de épocas que el electrodo debe ser secado no debe exceder dos veces.
2. El empaquetado del alambre de soldadura debe estar en buenas condiciones. Si se daña, el alambre de soldadura se debe desechar parcialmente si es contaminado, doblado o desordenado.
3. La pureza del gas del CO2 no debe ser más baja de 99,9% (ratio del volumen), el contenido en agua debe ser más baja de 0,05% (ratio de peso), y la botella debe ser parada cuando la alta presión en la botella es más baja que 1MPa.
4. El voltaje de la soldadora debe ser normal, el cable de toma de tierra se debe presionar firmemente, el contacto debe ser confiable, el cable y las pinzas de soldadura no deben ser dañadas, el alimentador del alambre debe poder alimentar el alambre uniformemente, y el tubo de gas debe estar libre de fuga o de bloqueo de aire.
Procedimientos de soldadura de la instalación y requisitos generales
La secuencia general de soldadura es: precalientamiento del → de la inspección de la pre-soldadura e instalación del → del retiro del moho de la inspección de soldadura de soldadura del → del → del cojín y de la placa de la huelga de arco
1. Antes de la soldadura, compruebe el ángulo de surco, la cantidad embotada del borde, del hueco y de la compensación, y quite los puntos del moho, las manchas de aceite, las escalas del óxido de hierro, el etc. en el surco y en ambos lados.
2. precaliente. Antes de la soldadura, utilizar la soldadura oxiacetilénica o un arma que cuece especial para calentar uniformemente el surco y el metal bajo dentro 100m m en ambos lados, y mide la temperatura con un termómetro superficial para evitar que la temperatura no resuelva los requisitos o la oxidación local de la superficie, y precalienta la temperatura.
3. vuelva a inspeccionar la temperatura de precalentamiento, si la temperatura no es bastante, él debe ser recalentado para hacer que cumple los requisitos.
4. Al instalar la placa de apoyo de soldadura y la placa del cebado, los requisitos superficiales de la limpieza son lo mismo que la superficie del surco. La placa de apoyo y el metal bajo deben ser atados de cerca, y la placa del cebado y el metal bajo se deben soldar con autógena firmemente.
5. soldadura: La gota de soldadura de la primera capa debe sellar la conexión entre el metal bajo y la placa de apoyo en el surco, y después acumula la capa de soldadura por capa hasta que se llene el surco. Después de cada costura de soldadura se termina, la escoria de soldadura y el salpicón debe ser quitado. Si está soldando con autógena defecto, él debe ser quitado y ser reparado a tiempo.
6. Una junta se debe soldar con autógena continuamente. Si la soldadura se para a medio camino como último recurso, debe ser tratada con la preservación del calor y el enfriamiento lento. Antes de soldar nuevamente, debe ser recalentada según las regulaciones.
7. la soldadura se debe parar en caso de la lluvia o de la nieve, y debe haber escudos y toldos de viento alrededor y sobre de las juntas de soldadura de componentes. La soldadura debe ser parada cuando la velocidad del viento es mayor que 5m/s. Cuando la temperatura ambiente es más baja que cero, las medidas del precalientamiento y de la poste-calefacción se deben tomar según regulaciones.
8. El acero estructural del carbono se debe refrescar a la temperatura ambiente en la soldadura, y el acero estructural poco aleado se debe probar para la detección del defecto de la soldadura 24 horas después de la realización.
9. los soldadores y los inspectores deben rellenar el impreso de registro del trabajo cuidadosamente.
Secuencia de soldadura y parámetros de proceso para las juntas típicas
1. Cuando las columnas superiores y más bajas sin los estirones son soldadas con autógena simétricamente a 1/3 del grueso de la placa por dos soldadores en ambos lados, corte los estirones.
2. Entonces dos soldadores sueldan con autógena simétricamente a 1/3 del grueso de la placa en ambos lados en el lado de la placa cortada del oído.
3. Dos soldadores serán responsables de la soldadura de los dos lados adyacentes respectivamente.
4. Las juntas de la gota de la soldadura entre cada uno dos capas se deben escalonar de uno a. Las juntas de la gota de la soldadura soldadas con autógena por dos soldadores deben también prestar la atención al staggeredness de cada capa. Durante el proceso de soldadura, la atención se debe prestar a detectar la temperatura entre las capas.
5. parámetros de proceso de soldadura:
Soldadura hermética a los gases del CO2: diámetro de alambre Φ1.2mm, 280~320A actual, velocidad de soldadura 350~450mm/min
Longitud de la extensión del alambre: cerca de 20m m, flujo 25~80L/min del gas,
Voltaje 29~34V, temperatura 120~150℃ de la capa intermediaria
Tipo de soldadura
1. soldadura al arco del electrodo:
Principio - método de la soldadura al arco para soldar con autógena con un electrodo manual. Usando el arco ardiente estable establecido entre el electrodo y la soldadura, el electrodo y la soldadura se derriten para obtener una junta soldada con autógena firme. Pertenece a la protección de la junta de la gas-escoria.
Características de tubería - operación flexible; requisitos bajos de la asamblea para que la junta sea soldada con autógena; amplia gama de los materiales soldables del metal; productividad de soldadura baja; dependencia fuerte de la calidad de la soldadura (dependiendo de las habilidades de funcionamiento y del funcionamiento in situ del soldador).
Uso - ampliamente utilizado en construcción naval, calderas y recipientes del reactor, fabricación de la maquinaria, estructuras de edificio, equipo químico y otra fabricación e industrias del mantenimiento. Es conveniente para soldar con autógena de los diversos materiales del metal, de los diversos gruesos y de las diversas formas estructurales (en las industrias antedichas).
2. Soldadura al arco sumergida (soldadura automática):
Principio - las quemaduras del arco bajo capa del flujo. Las soldaduras son formadas derritiendo el alambre, el flujo y el metal bajo (soldadura) usando el calor generado por el arco que quema entre el alambre y la soldadura. Protección de la escoria.
Características de tubería - alta productividad de soldadura; buena calidad de la soldadura; coste de soldadura bajo; buenas condiciones de trabajo; difícil soldar con autógena en espacio; altos requisitos para soldar con autógena calidad de la asamblea; malo) y soldaduras cortas.
Uso - ampliamente utilizado en la construcción naval, calderas, puentes, maquinaria de elevación y la fabricación metalúrgica de la maquinaria. La soldadura al arco sumergida se puede utilizar para cualquier soldadura donde la soldadura se puede guardar en una posición horizontal o con un pequeño ángulo de inclinación. El grueso de la placa debe ser mayor de 5 milímetros (anti-quemadura a través). Acero estructural de acero del carbono, poco aleado estructural de soldadura, acero inoxidable, acero a prueba de calor, acero compuesto, etc.
3. Soldadura hermética a los gases del dióxido de carbono (soldadura automática o semiautomática):
Principio: Un método fundido de la soldadura al arco del electrodo usando el dióxido de carbono como gas que protege. Protección de gas.
Características de tubería - alta productividad de soldadura; coste de soldadura bajo; pequeña deformación de soldadura (calentamiento al arco concentrado); alta calidad de soldadura; operación simple; alta tarifa del salpicón; difícil soldar con autógena con la corriente ALTERNA; resistencia pobre del viento; Metal.
Uso - principalmente acero con poco carbono de soldadura y acero poco aleado. Disponible en diversos gruesos. Ampliamente utilizado en la fabricación del automóvil, fabricación de la locomotora y del vehículo, maquinaria química, maquinaria agrícola, maquinaria de explotación minera y otros departamentos.
4. Soldadura de MIG/MAG (que derrite el gas extremadamente inerte/la soldadura hermética a los gases activa):
Principio de la soldadura de MIG - un método de la soldadura al arco usando el gas inerte como proteger el gas y el alambre de soldadura como electrodo de fusión.
El gas que protege es generalmente argón o helio o una mezcla de eso. El MIG utiliza el gas inerte, y el mag añade una pequeña cantidad de gas activo, tal como oxígeno, dióxido de carbono, etc., al gas inerte.
Características de tubería - buenas soldando con autógena calidad; alta productividad de soldadura; ninguna reacción de la desoxidación y de la deshidrogenación (fácil formar defectos de soldadura, especialmente los requisitos estrictos para la limpieza superficial de los materiales de soldadura); resistencia pobre del viento; equipo de soldadura complejo.
Uso - puede soldar con autógena casi todos los materiales del metal, usados principalmente para soldar con autógena de metales no ferrosos y sus las aleaciones, acero inoxidable y algunos aceros de aleación (demasiado costosos). El grueso más fino es cerca de 1 milímetro, y el grueso máximo es básicamente ilimitado.
5. Soldadura de TIG (soldadura hermética a los gases inerte del tungsteno)
Principio - bajo la protección del gas inerte, el arco generó entre el electrodo del tungsteno y la soldadura se utiliza para derretir el metal bajo y el alambre del llenador (o sin el alambre del llenador) para formar el método de soldadura de la soldadura. Los electrodos no derriten durante la soldadura.
Características de tubería - adaptabilidad fuerte (arco estable, ningún salpicón); productividad de soldadura baja (el electrodo del tungsteno tiene capacidad actual-que lleva pobre (fusión y evaporación del electrodo del anti-tungsteno, la costura de soldadura del anti-tungsteno)); alto coste de producción.
Uso - casi todos los materiales del metal se pueden soldar con autógena, de uso general para soldar con autógena el acero inoxidable, las aleaciones das alta temperatura, aluminio, magnesio, titanio y sus aleaciones, metales activos refractarios (circonio, tantalio, molibdeno, niobio, etc.) y metales del isobell. El grueso de soldadura es generalmente menos de 6 milímetros, o la soldadura inferior de piezas gruesas. Usando un surco del pequeño-ángulo (tecnología estrecha del surco) pueden realizar la soldadura de TIG automática de huecos estrechos con un grueso de más de 90m m.
![]()
Productos recomendados